





目前焦化企业采用烟气再循环装置+中低温SCR工艺(或活性炭协同治理工艺),可将氮氧化物控制在150mg/ m³以下。要将焦炉烟气氮氧化物控制在130mg/ m³以下,达到本标准的要求,企业需进行技术改造,通过焦炉烟气温度、增加催化剂层数等实现达标排放。据测算,《钢铁工业大气污染物超低排放标准》实施后,全省钢铁行业颗粒物、二氧化硫、氮氧化物削减比例分别为15.9%、64.8%、64.9%。《炼焦化学工业大气污染物超低排放标准》实施后,全省焦化行业颗粒物、二氧化硫、氮氧化物削减比例分别为23.0%、56.7%、59.1%。球墨铸铁管在生产中就进行了内外防腐处理,给用户安装带来了方便,但也增加了用户检查内在质量的难度。氮氧化物:焦炉烟气氮氧化物初始浓度一般为700-800 mg/m³(4.3米焦炉)、800-1400 mg/ m³(5.5米焦炉)。

壳休两端铸型通过处都装有密封圈,壳体前端安装着一个山气缸翻动的半环形声全离心机的壳体下面装有轮子,以便在倾斜轨道上作往复运动,离心机的往复移动采用液压装置,压力为.其移动速度通过溢流阀调节,离心机的电缆和冷却水进出软管一般固定在机器旁边的柱子上,另一端接在壳体上,随机一起移动。离心机的生产规格一般是固定的,如果要在一台离心机上生产几种规格的管子,则需要更换扇形包,铁水流植和支撑铸型的滚轮架等。球墨铸铁管采用代拉伏法水冷金属型离心机.Dg100 mm以下的铸型采用封闭水套冷却,Dg150rnm以上的铸型都用雨淋式冷却。浇注时需在流植进口端加入硅钙合金作孕育处理,每次浇注完毕后,需要在铸型内表面用压缩空气喷涂一层薄薄的干硅钙粉,离心机是一个由上下两半部组成的密闭式壳体,支承铸型的滚轮架安装在壳体底部,铸型前端套着齿圈,安装在壳体底上的直流调速电机通过齿轮直接传动铸型,
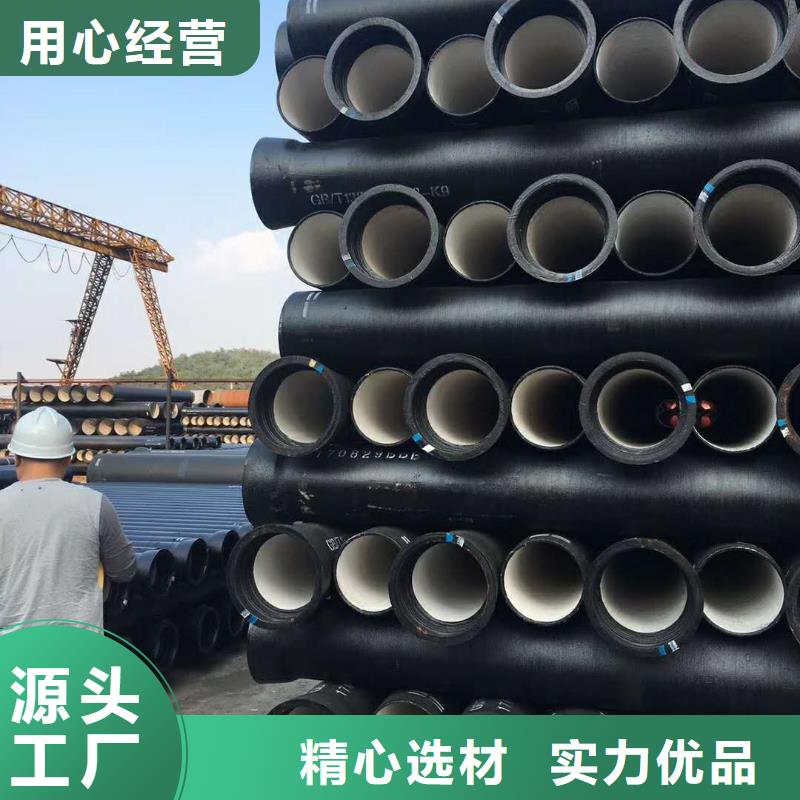
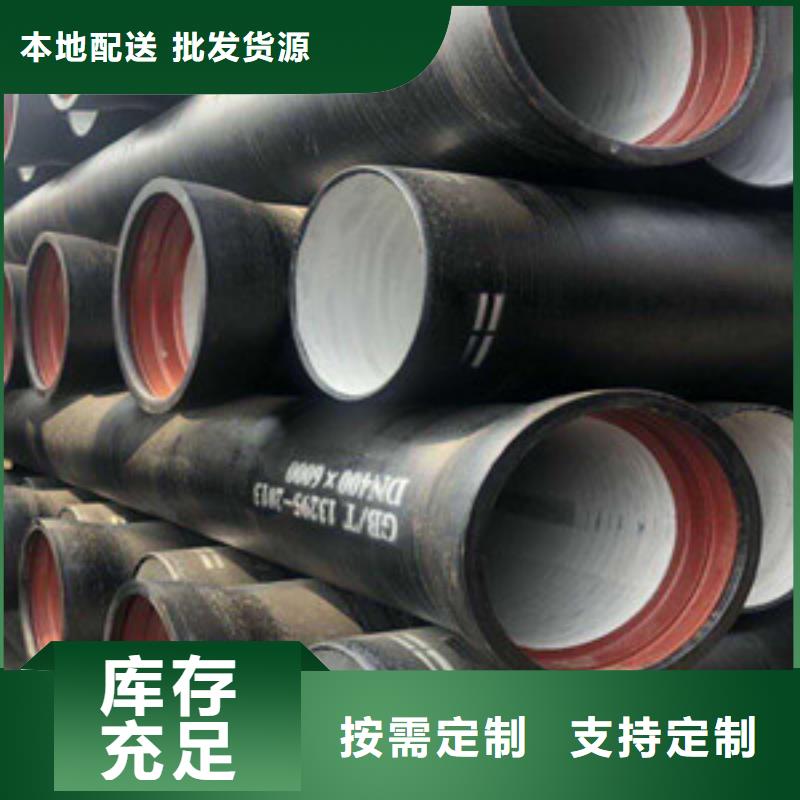
连续灰口铸铁管的公称口径为75~1200毫米。直管长度有4米、5米及6米;按壁厚不同分LA、A和B三级。砂型离心灰口铸铁管的公称口径为200~1000毫米,有效长度有5米及6米;按壁厚不同分P、G两级。强度大、韧性好、管壁薄、金属用量少、能承受较高的压力。主要为保障管道运行,具有以下作用:补偿吸收管道轴向、横向、角向热变形;吸收设备振动,减少设备振动对管道的影响;吸收地震、地陷对管道的变形量。给水铸铁管:给水铸铁管使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管道,球墨铸铁管具有铁的本质、钢的性能,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气输油等。是供水管材的 ,具有很高的性价比。
球墨铸铁管在进行球化处理时,氮气的控制一定要确保在百分之99.9以上。切割前将管材放置在三根足够长的垫木上,用笔在管子的切口处作好标记,采用切割机切割管材,并用专用夹具(该夹具为两个半圆型卡子,采用螺栓连接将管材夹住)沿标记夹住管材,切割机沿夹具的边缘切割。切割后的管子如果失圆,采用千斤顶将管子调圆。球墨铸铁管的生产时,要对稀土的用量进行严格的控制,这样可以对稀土中的夹渣物质进行有效地控制。同时还要注意管模粉用量的正确添加,在这里提醒大家,为了对氮气纯净度的控制,切割管口后要保证其平整度,切割后把管子磨光,同时在边口处磨成倒角。球墨铸铁管的管件进行浇筑后,有存在渣块的情况,一方面要加快涂覆工作,同时也要注意涂覆尽量均匀。